| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |


电厂脱硫管道应用范围:
1.发电厂:排烟脱硫装置(脱硫塔及脱硫管道)、酸水贮槽、阴阳离子罐、阴阳离子塔、吸收塔烟道、事故浆液箱、石灰石浆箱、机磨再循环浆液箱;
2.焦化厂、煤气厂:脱硫塔本体、脱硫管道、化盐设备、蒸发塔;铝业公司:氢氧化钠贮槽;
3.钢铁厂:盐酸回收装置、焦炭炉脱硫装置、酸洗装置;
4.化学工业:氯碱装置、盐水槽染料、化学品等装置;
5.排水、废液处理装置、污水处理装置:混凝土槽、中和槽。
衬胶钢管及管件法兰焊接注意要点:在衬胶管道生产过程中,有时会遇到客户自己提供衬胶钢管的情况,因为许多企业在建过程中项目上也有钢管也有焊工,就自行预制管道然后来我厂昨晨胶处理,这样其实是很可行的方案在现场组装的管道长度更精准,但是需要注意的一点是,钢管两端焊接法兰时不是焊结实就算完.法兰和钢管的焊接一定要出一个弧度要不然衬胶时极易产生空和起包现象.
在制作衬胶钢管之前,衬胶钢管两端焊接法兰十分重要,马虎不得。如果焊接法兰焊缝出现气孔、夹渣、坑窝现象则不合格,不能衬胶。要是以次充好衬完橡胶后的衬胶管会出现鼓泡现象,所以我们在制作衬胶管道焊接这方面一定要把握好焊接质量后方可内衬橡胶。
洛阳纵横制造有限公司是一家集科研、开发、生产、销售于一体的多元化复合型离新技术企业。本公司在防腐领域积累了二十多年的实践经验,是国内致力于滚塑及橡胶板的生产与衬里,玻璃鳞片,防腐设备的研制,开发,生产,施工,推广的专业大型企业,经营产品:化工设备的制造与防腐、全塑、钢衬塑储运槽罐、钢衬胶、钢衬塑管道、全塑、钢衬塑化工塔、水处理设备、非标容器制造五大系列200多个品种。


衬胶管道制造过程控制及技术要求
1)衬胶工艺要求:
TROTOP衬胶复合管的制造工艺要求:
钢橡复合管和管件应采用挤出无缝胶管、气囊吹胀法复合并且是高压蒸汽热硫化工艺制造。
2)下料组焊
根据买方盖章图纸要求的长度,及生产工艺切割钢管;
a、点焊法兰
点焊注意法兰与钢管垂直。
b、焊接:
待质检人员检查合格后在二保自动焊接机上进行焊接,保证贴衬焊缝表面无焊接裂纹、气孔、未焊透、咬边、夹渣、飞溅、弧坑、焊瘤等缺陷,所有焊缝采用双面焊全焊透,所有焊接密闭间隙开设排气孔,超声波检测(UT) ,X射线照相检测(RT)5%,压力试验。
焊接执行API 1104,超声波检测符合GB11345-2013, GB 50184-2011 标准规定。
c、加长
对于需焊接接长的管件,管内外焊缝表面均应打磨光滑。 对焊缝外观进行检查,不得存在裂纹、咬边、气孔等危害性缺陷。
d、打磨:
拐角处圆滑过度,圆角半径符合技术规格书和图纸要求,凸面圆角半径大于等于5mm,凹角面大于8mm。
3)表面处理
a、使用压缩空气前
分离器下游的空气质量必须通过将空气吹入干净的白色吸墨纸或布两分钟来测试其是否被污染、油污或受潮。测试应当在每班开始和结束时进行并且间隔不超过4 小时。同时应当在空压机作业后进行测试。只有测试显示肉眼看不到压缩空气中没有污物、油或水汽时才可以使用。如果有污染的迹象,应对空压机进行检修并且按照上面的描述重新检查空气质量。
b、露点控制:
表面温度 至少应保持在高于露点3oC,并且不超过相对湿度。如果由于外界环境的影响,不保持在此环境下会有风险,那就要使用去湿设备或者加热设备。
c、喷砂
碳钢衬胶基体表面处理等级达到Sa2.5。即:喷砂至金属白色,完全氧化皮、锈及其它杂质,残留仅为斑点或条纹阴影,磨料、积灰。粗糙度必须符合基体表面粗糙度的要求粗糙度RZ≥60μm。
d、脱脂、清洗:
表面进行处理后,应将钢管表面附着的灰尘及磨料清理干净,用甲苯或汽油清洗。
e、涂刷底漆:
脱脂后立即涂刷西邦粘接剂。先刷底胶,待干燥后再刷面胶,待干燥后两头封好,存放在指定地点待用。从表面处理完毕至完成外表面粘接剂的间隔时间,长不应超过24h。


纵横机械制造(忻州市分公司)为您提供详细的 钢衬塑管道产品报价、参数、图片等商品信息,如需进一步了解 钢衬塑管道,请与厂家直接联系。



衬胶工艺操作流程
一、冷粘工具和清洗剂
1. ![]() 刃口锋利的刀具;2、直尺,卷尺,磨刀石;3、木锤或者橡胶锤;4. 钢丝刷;5.手提电动钢丝刷(砂轮);6.干净棉纱。
刃口锋利的刀具;2、直尺,卷尺,磨刀石;3、木锤或者橡胶锤;4. 钢丝刷;5.手提电动钢丝刷(砂轮);6.干净棉纱。
二、胶板粘接程序
1. 胶板的准备
a.所有粘接的胶板表面都必须打毛(出厂时已一面或两面打毛),包括接头。
b. 所有需粘接的表面(含接头)都须用香蕉水清洗脏物,并彻底晾干。
2. 橡胶和橡胶粘接
a. 均匀涂一层配好的粘合剂于粘接表面,并晾干10至15分钟;
b. 再均匀涂第二层配好的粘合剂,至粘接面不粘手,再将粘接面叠合;
c. 粘合剂在短时间内即粘牢,在施压前调整好粘接位置;
d. 当位置对好后,在整个表面施压,使其接触均匀,挤出空气。
3. 橡胶与金属铁板粘接
a. 金属铁板表面需用喷砂或者钢丝刷去除铁锈和氧化层;
b. 采用香蕉水清洗喷砂后的表面,并彻底晾干;
c. 涂金属底油,约2小时晾干,如 层太薄可涂第二层;
d. 粘接步骤同第3条a 至d 项。
4. 注意事项
a. 粘合剂及固化剂置阴暗通风处密封保存,并小心溅入眼睛;
b. 底油的用量为每升可涂4平方米;
c. 粘合剂的用量为每升可涂1.5平方米;
d. 每升粘合剂在使用时需配入52克固化剂。
三、橡胶粘接检验标准(现场制作)。
1、金属表面处理:金属表面必须喷砂除锈,要全部露出金属光泽,达到Sa2 1/2标准要求
2、喷砂处理:喷砂是采用吸入式喷砂法,操作风压不低于5~6Kg/cm2,所用铜渣或金刚砂(粒径1.5~3.5mm)需要干燥后方能使用,喷砂工序自上而下进行,然后用毛刷刷去喷砂后附在金属表面的灰尘、喷砂应自上而下喷,顺序为从左到右。
3、胶板下料的处理:先下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为胶板厚度的3~3.5倍(15度)。胶板粘合面应保持干净,不干净的部位用清洗剂清洗干净。
4、槽体与橡胶粘接后表面达到:
1、平整 2、光滑 3、无气孔 4、无凹陷 5、无死角。


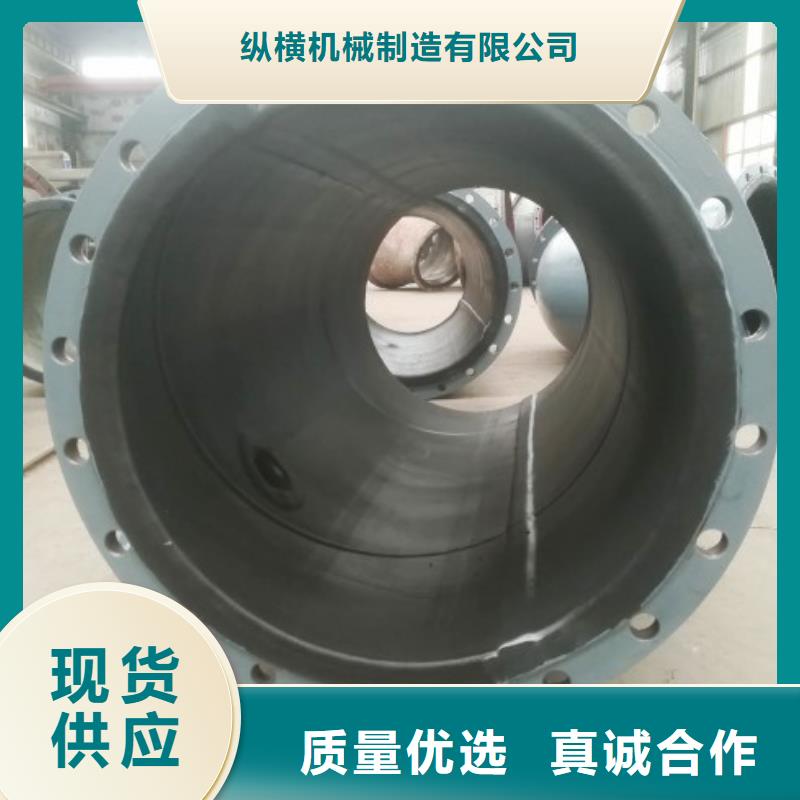
河南大口径事故浆液排放衬胶管道
事故浆液排放衬胶管道基本介绍:
衬胶排放管道衬胶管道之所以如此受到欢迎,衬胶排放管道本身的优势也是备受输送领域的青睐。结构上,管道的骨架和橡胶层使用高性能的焊粘合剂,将整个合为一体,克服了不耐磨不耐压以及抗冲击性弱等缺点,同时又具备了钢管的结构以及橡胶的耐磨,综合来说,衬胶管道的结构还是很优良的;衬胶排放管道其次就是温度适应泛, 在零下50摄氏度以及150摄氏度范围内,均可使用;再次就是强度高,有钢的骨架,有橡胶的柔滑,增强了强度也间接的增强了抗击力;就是衬胶管道具有节能、抗老化性等优势。
事故浆液排放衬胶管道特点:
1、丁基橡胶管道耐磨损:同等工况犀体积损失为钢管的七分之一。
2、丁基橡胶管道耐高强:丁基橡胶管道适用于工作压力为0.2Mpa-4.0Mpa,运用。
3、丁基橡胶管道耐腐蚀:结构稳定性高,可耐多种化学介质的侵蚀;无电化学腐蚀,不需要防腐层。
4、丁基橡胶管道自润滑:在众多管道材料中丁基橡胶管道系数小,同等工况犀压力损失为钢管的之一,是尼龙管的七分之一。
5、丁基橡胶管道不结垢:丁基橡胶管道内壁光滑,可以防止介质在管壁上结垢,生产效率不受影响。
6、丁基橡胶管道重量轻:的密度约为钢的八分之一,容易搬运和安装,工程综合造价低,具有良好的经济效益。
7、丁基橡胶管道易连接:丁基橡胶管道采用法兰或卡箍电热熔连接,施工方便,无漏水漏气之忧。
8、丁基橡胶管道抗老化:丁基橡胶管道加入了抗紫外线辅料,在炎热阳光下可使用50年以上。
9、丁基橡胶管道卫生:丁基橡胶管道无害,不滋生,本身对环境无污染,可回收利用。
10、丁基橡胶管道耐温性:丁基橡胶管道工作温度跨度大,-70℃-85℃不变形,均适合使用。
11、丁基橡胶管道寿命长:在同等工况犀丁基橡胶管道使用寿命是钢管7倍。
衬胶排放衬胶管道技术咨询:
事故浆液排放衬胶管道
1.对于贵公司生产的衬胶管道,衬塑管道,3PE聚乙烯防腐管道,钢衬四氟聚乙烯管道我厂在矫孀魅缦?/p>
2. 我公司对产品质量实行三包,即:包质、包换、保修;
3.合同签订后,保证保质、保量,按时交货;
4.本公司确保所提供的设备调试达到合同指标,如因我厂产品质量或安装质量问题造成验收不合格,我厂将及时整改直至合格为止,期间产发生的费用由我厂承担。
5.我公司在调试期间负责对需方操作、维修人员的培训,并能独立操作;
6.对于需方的技术咨询,随时给予解答;
7.浆液脱硫橡胶管道产品交付时,本厂向需方交付以下资料:发货清单、产品合格证到等。
8.当接到用户反应质量问题的信函4小时内作出答复,并于3个工作日内派出服务人员,以快的速度到达现场,解决问题。



名片")